
激光焊接
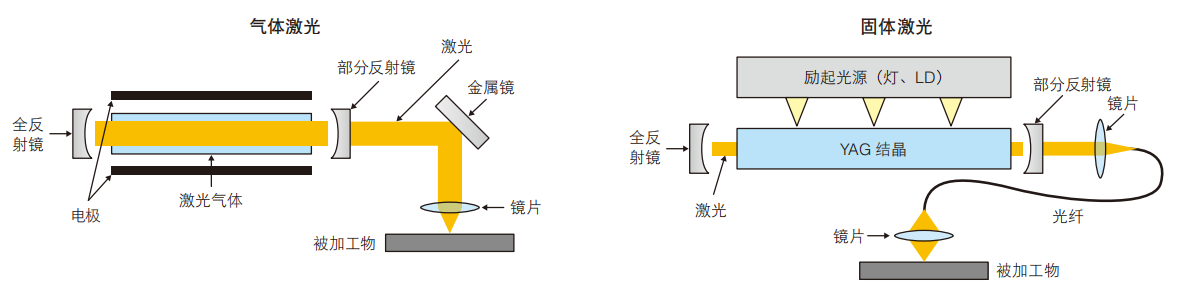
用镜片收集指向性及集中性上佳的波长光线,将能量密度极高的激光作为热源的焊接方法。可实现相对于深度而言,宽度较窄的融入焊接。这些利 用激光指向性及集中性的技术,同样也被用于“拼焊(TB)”中的焊接、薄板切割及加工。
根据发出作为能量的光源的方法,激光焊接可分为 2 大类。“气体激光”利用二氧化碳等气体发出激光 (例:二氧化碳气体激光焊接)。而“固体激光”则利用钇、铝及石榴石等矿石发出激光,例如 YAG 激光焊接。
电子束焊接
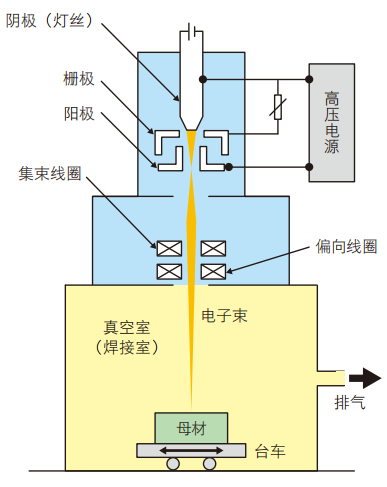
电子束焊接是通过在真空中发射电子束,利用该过程中产生的热量进行焊 接的方法。用灯丝加热真空中的阴极,可释放电子。用电压使释放的电子 加速,再用电磁线圈进行收束,接触到母材时就会产生高能热量。电子束 焊接正是利用这种热量进行焊接。
常规电子束焊接机的电子束光点直径约为 0.2 mm,电子束的能量密度约 为电弧能量密度的 1000 倍。由于扩散到焊接部周围的热量很少,能够实 现低歪斜的焊接。通过控制电子束的输出,能够调节融入,从而广泛适用 于从厚板到薄板的各类母材。同时还能对高熔点金属(钨等)及焊接时可 能发生氧化的活性金属(钛等)进行焊接。
其具体用途包括,船舶侧外板、桥梁建设、储藏槽罐、航空部件及电子部 件等。
此外,在电子部件中,对于必须进行真空接合的水晶振子密封,可以采用真 空钎焊密封的“电子束密封工艺”,通过电子束的热传导熔解金属盖(lid) 及陶瓷封装之间的钎焊材。
阅读




