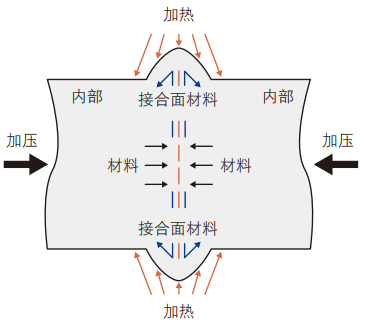
“压接”是一种通过摩擦或爆炸加热金属接合部,施加压力以实现接合的工艺。加压焊接的简称,也被称为“固态接合”。压接是对通过向接合部 (焊接焊缝)施加机械性压力,实现焊接的焊法的统称。
作为通过机械性压力实现的接合,数值可控,因此被广泛用于 FA(工厂自动化)。
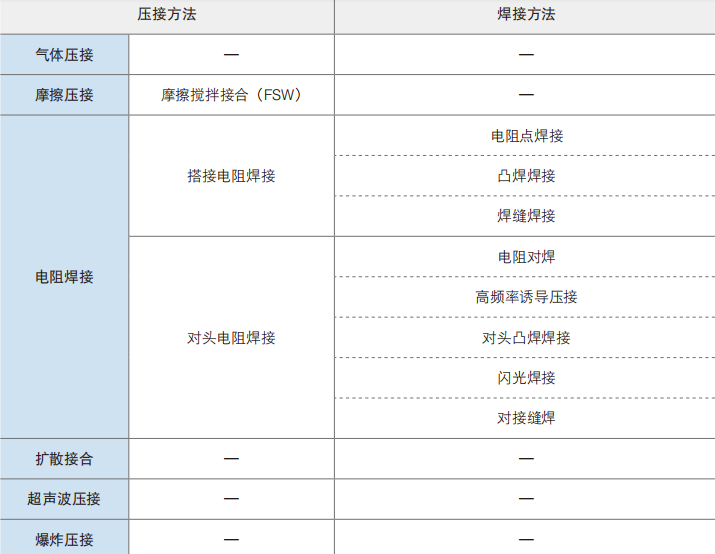
压接主要包括气体压接、摩擦压接、电阻焊接、扩散接合、超声波压接、爆炸压接等。而在摩擦压接中,在对接合部施加强压的同时,通过工具的 旋转摩擦来搅拌母材,以提高焊缝效率的“摩擦搅拌接合(FSW)”正在受到关注。
气体压接
常用于接合建筑物钢筋的焊接方法。压合母材的接合面,用乙炔气体、氧 气加热。当母材受热开始熔化后,进一步压紧两片母材。经过加热压合, 母材接合面上的不纯物质会被排出,实现接合。
摩擦压接
高速摩擦用于接合的金属、树脂等母材,依靠此时产生的摩擦热软化母材, 同时施加压力实现接合的接合法。相较于电弧焊接及气体焊接,“无需借 助摩擦热以外的热源”、“无需焊接棒及焊剂”、“不产生溅射及气体”,是 一种环境友好型的接合法。
此外,摩擦压接借助“摩擦推力(压力)”、“旋转数”、“时间”这三要素 进行。这些条件均可通过数值来控制,可借助自动控制实现无人化,因此 被广泛用于 FA(工厂自动化)。
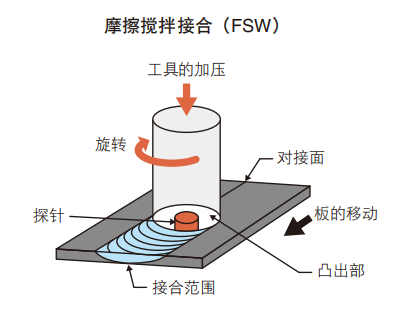
在摩擦压接中,非常受关注的就是“摩擦搅拌接合(FSW)”。在高速旋转 圆柱形工具的同时,通过以高压力将探针(突起部)贯入接合部的方式软 化母材,在借助工具旋转对焊接部周围实施塑性变形的同时进行混合搅 拌,使部材的原子间实现接合。
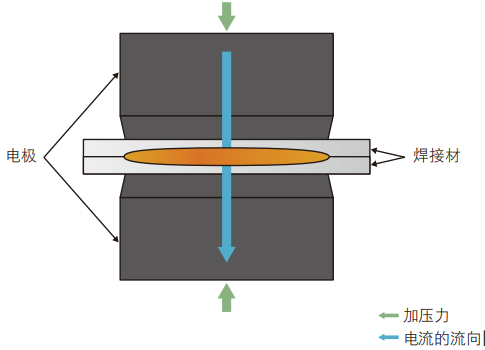
电阻点焊接
叠放焊接材,用连接有焊接用电源的通电用铜电极夹住焊接部分并通电, 借助电阻产生的热量(焦耳热)进行溶融接合的焊法。在 FA(工厂自动 化)中,电阻点焊接的自动设备正在被广泛用于生产线上的接合工序。 连续连接焊接点的“焊缝焊接”,以及在单侧材料的接合部塑造突起,对突 起部集中施加电阻热的“凸焊焊接”等,都是运用电阻点焊接的焊法。
凸焊焊接
用于在钢板上焊接螺栓、螺母的焊法。用电阻点焊接的电极抵住单侧母材上的突起,进行焊接的焊法。通过将热量集中在突起部,软化母材,开始 压接。随着压接的进展,电阻点将会增大。此时,电流密度将降低,温度则会升高,电阻随之增大,可维持易于发热的状态,实现焊接。因此,与 不借助突起的焊法相比,能够获得更加优质的焊接部分。
凸焊焊接可大致分为“浮凸型凸焊”和“固体型凸焊”2 种。
“浮凸型凸焊”通过加工母材、形成突起部,并将电流集中至突起部,实现焊接。塑造多个突起,就能够同时对多个焊接点进行焊接。具体用例包 括汽油槽罐加固材料、减震器支架、滤油器的焊接等。而“固体型凸焊”则不同于浮凸型凸焊,不是在平板上塑造突起,而是利用板材边角、圆棒 交点等原本就存在的突起。具体用例包括螺母、螺栓的焊接、刹车鼓的焊接等。

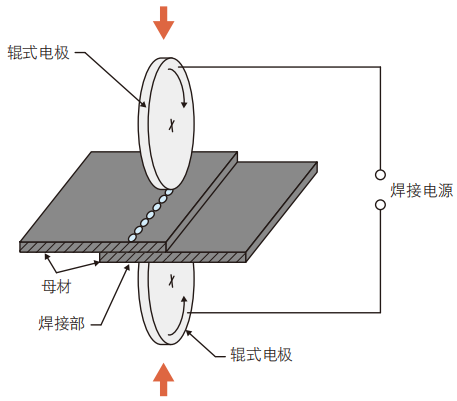
焊缝焊接
用圆盘电极夹住焊接材,在旋转圆盘电极的同时通电,通过电阻加热,对 焊接材进行连续接合的焊法。也被称为“搭接缝焊”。
可进行线形焊接,实现气密性。同时具有焊接速度快、不使用气体进行焊 接等成本方面的优点。此外,由于在焊接时不产生闪光等现象,不存在安 全问题,无需使用护具。
具体用例包括燃料槽罐等要求气密性的部件、要求防水性的部位等。除了 搭接缝焊外,焊缝焊接还包括“对接缝焊”(连续进行边向对接面加压,边 接通焊接电流加热的工序,进行焊接)、“压平缝焊”(略微叠搭母材板端, 用辊式电极通电并加压压扁,同时进行连续焊接)等。
此外,对于小型水晶振子、陀螺仪传感器等对象,必须通过在真空中进行 盖子的缝焊,提升产品性能,减少经年性能劣化。此时,就会用到在真空 中依靠辊式电极进行气密密封的“真空缝焊装置”。
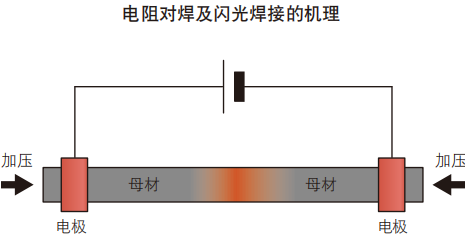
电阻对焊
对准合放焊缝端面,施加压力并通电,依靠电阻产生的热量(焦耳热)进行接合的焊法。
相对于电阻点焊接用电极夹住 2 片母材的焊法,电阻对焊则是通过对准合放焊缝端面进行焊接。焊接部发生镦压(upset)。 这种焊法适用于截面面积小的金属线材及棒材的焊接。
闪光焊接
轻触焊缝端面并通电,依靠电阻产生的热量(焦耳热)进行接合的焊法。 不同于电阻对焊,在通电瞬间不对母材施加压力。通电后,在焦耳热升高 温度并达到接合温度后施加压力,进行压接。
与电阻对焊一样,适用于金属线材及棒材的焊接。